Core Principles
Showcasing the state-of-the-art manufacturing facilities, equipment, and production processes employed in our healthcare production plant.
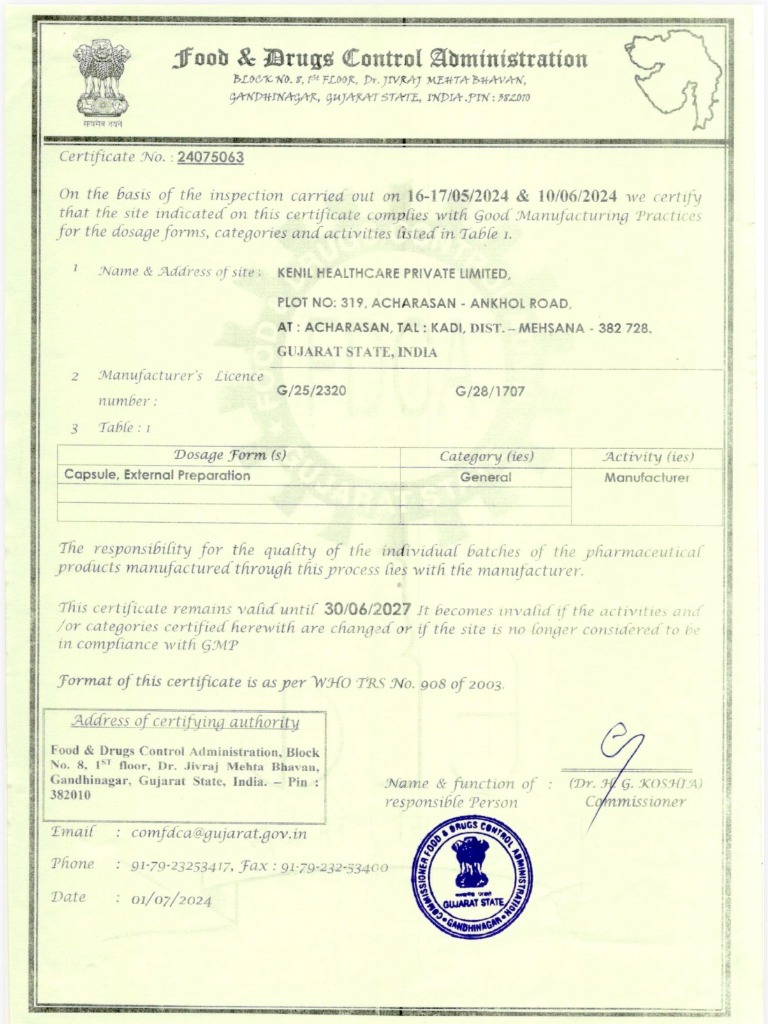
Emphasizing the strict quality control measures, adherence to WHO-approved GMP, and compliance with regulatory requirements.
Highlighting research and development initiatives focused on developing new healthcare products, improving existing formulations.
Our established supply chains ensure premium healthcare products reach critical markets across the globe efficiently and safely.